Mold Flow
Ejemplos de aplicación de Mold Flow en los sistemas de canal caliente
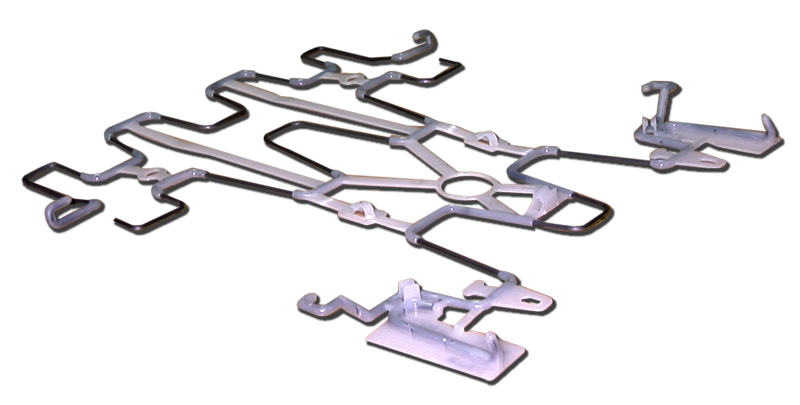
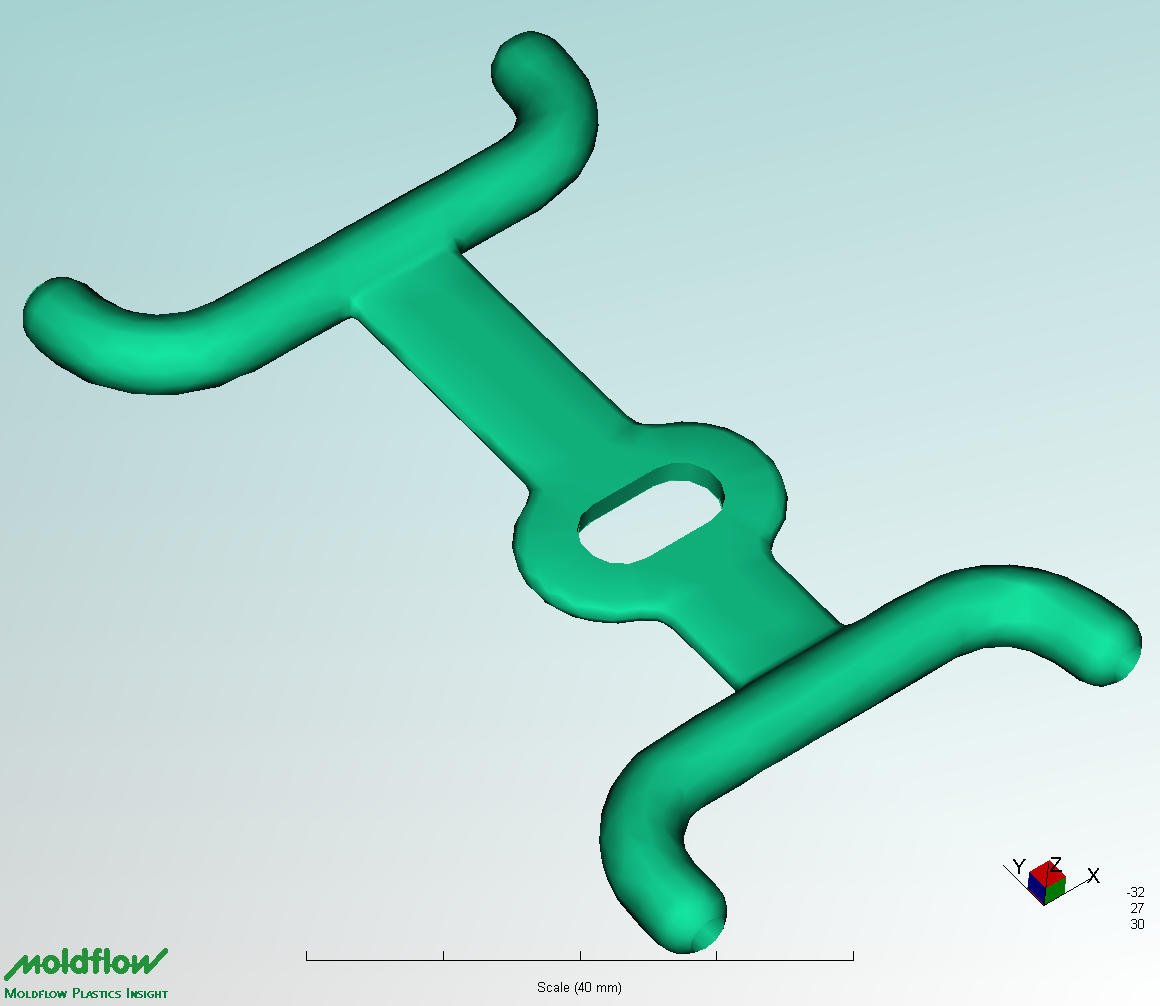
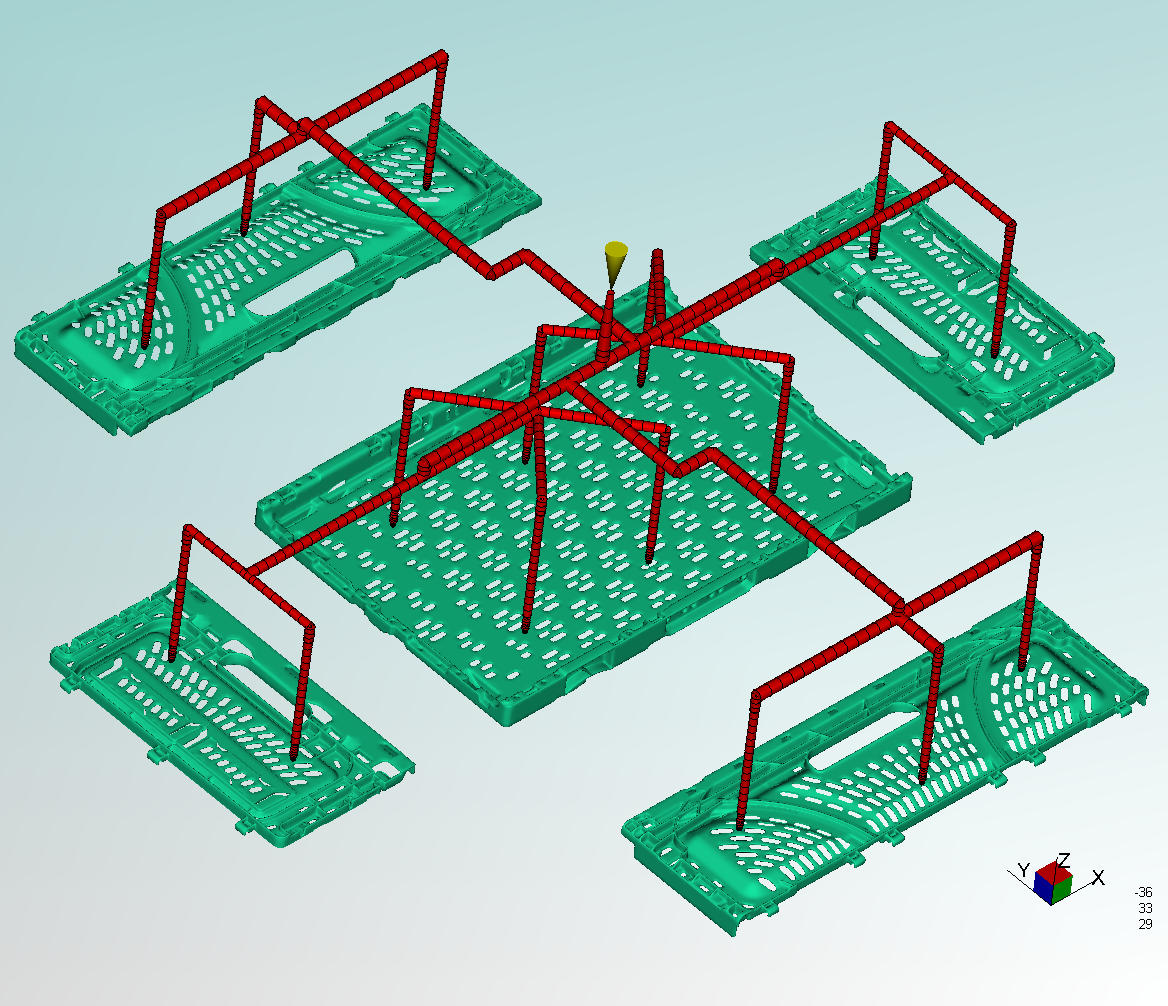
Estructura asiento auto
4 PIEZAS DIFERENTES CON 8 BOQUILLAS
Objetivo:
- Dimensionado del Sistema a canal Caliente con el fín de obtener un llenado homogeneo de la cavidad del molde.
Objeto del análisis:
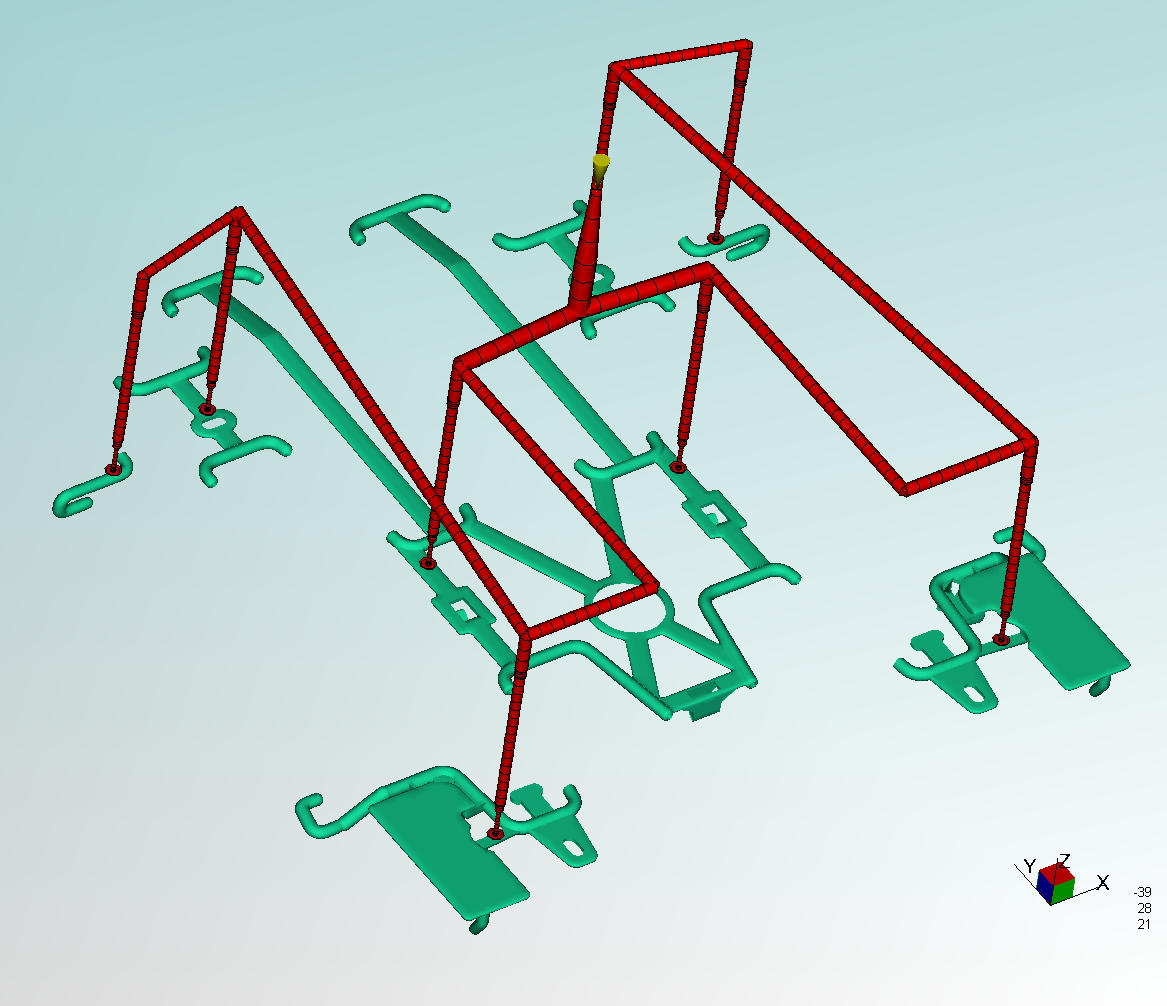
- Molde de 7 cavidades compuesto por 4 piezas con geometría diferentes (como el diseño)
Tipo di análisis:
- Analisis de llenado para equilibrar el Canal Caliente (Fusión)
Solución adoptada:
El llenado de las piezas ha sido optimizado actuando sobre el diseño y los diámetros de los canales de flujo del Canal Caliente
Pieza 1 (x2)
Espesor medio de las piezas: 1.2mm
Volumen : 1 cm3
Pieza 2 (x2)
Espesor medio de las piezas: 1.7mm
Volumen : 3 cm3
Pieza 3 (x2)
Espesor medio de las piezas: 1.7mm
Volumen : 15 cm3
Pieza 4 (x1)
Espesor medio de las piezas: 2.0mm
Volumen : 25 cm3
Canal Caliente
seccionado
Parámetros de proceso:
Polymero: MARLEX AGX-120
Philips [PP]
Temperatura de molde: 40°C
Temperatura de Fusión: 240°C
Tiempo de llenado: 1,3 s
Bopuilla Thermoplay con puntera:
nr.8 F16086-A-1
El llenado de las piezas se produce de modo regular y equilibrado.
No existen dudas.
La presión para cambiar (95%) resulta ser homogénea en cada cavidad.
La máxima presión alcanzada es de cerca de 350 bares.
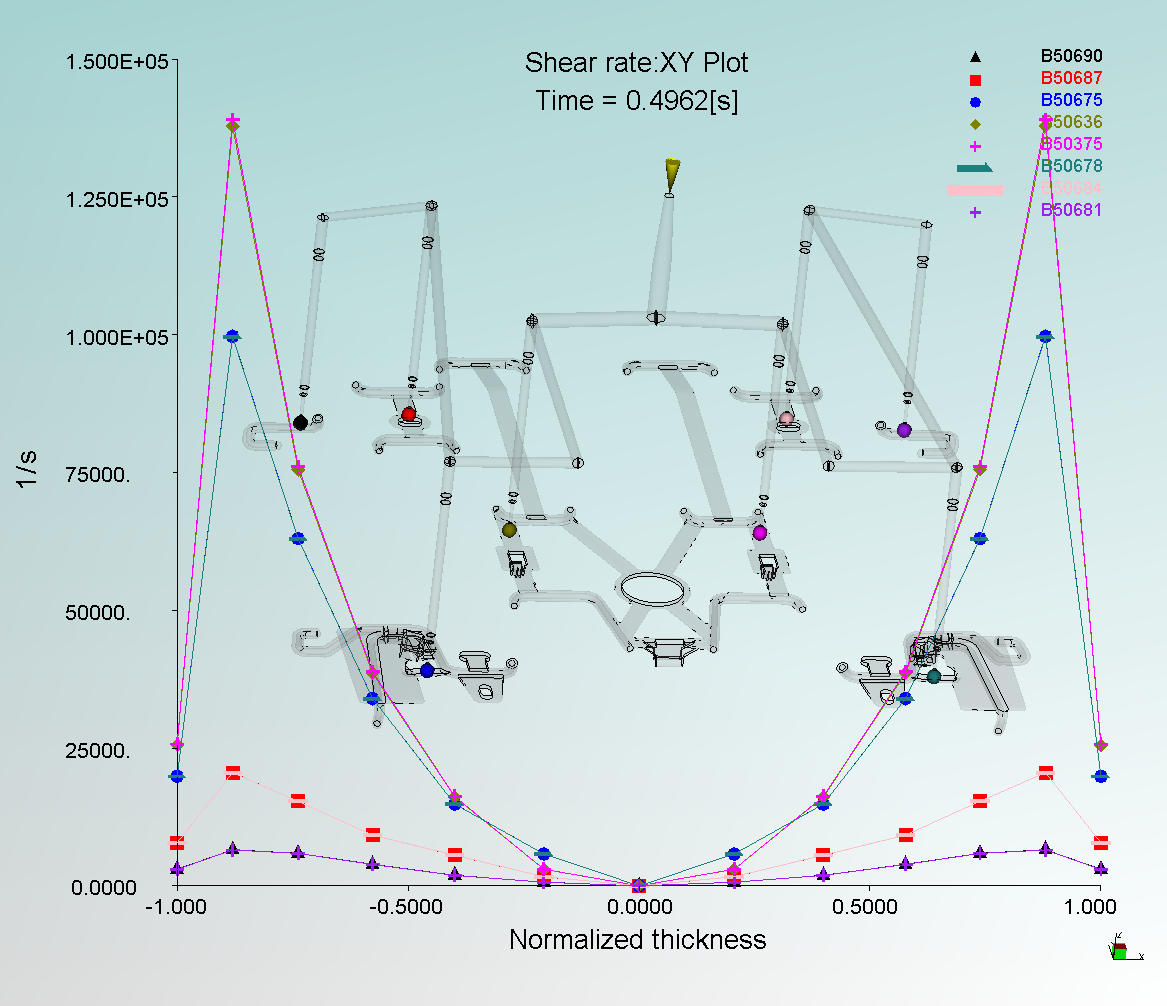
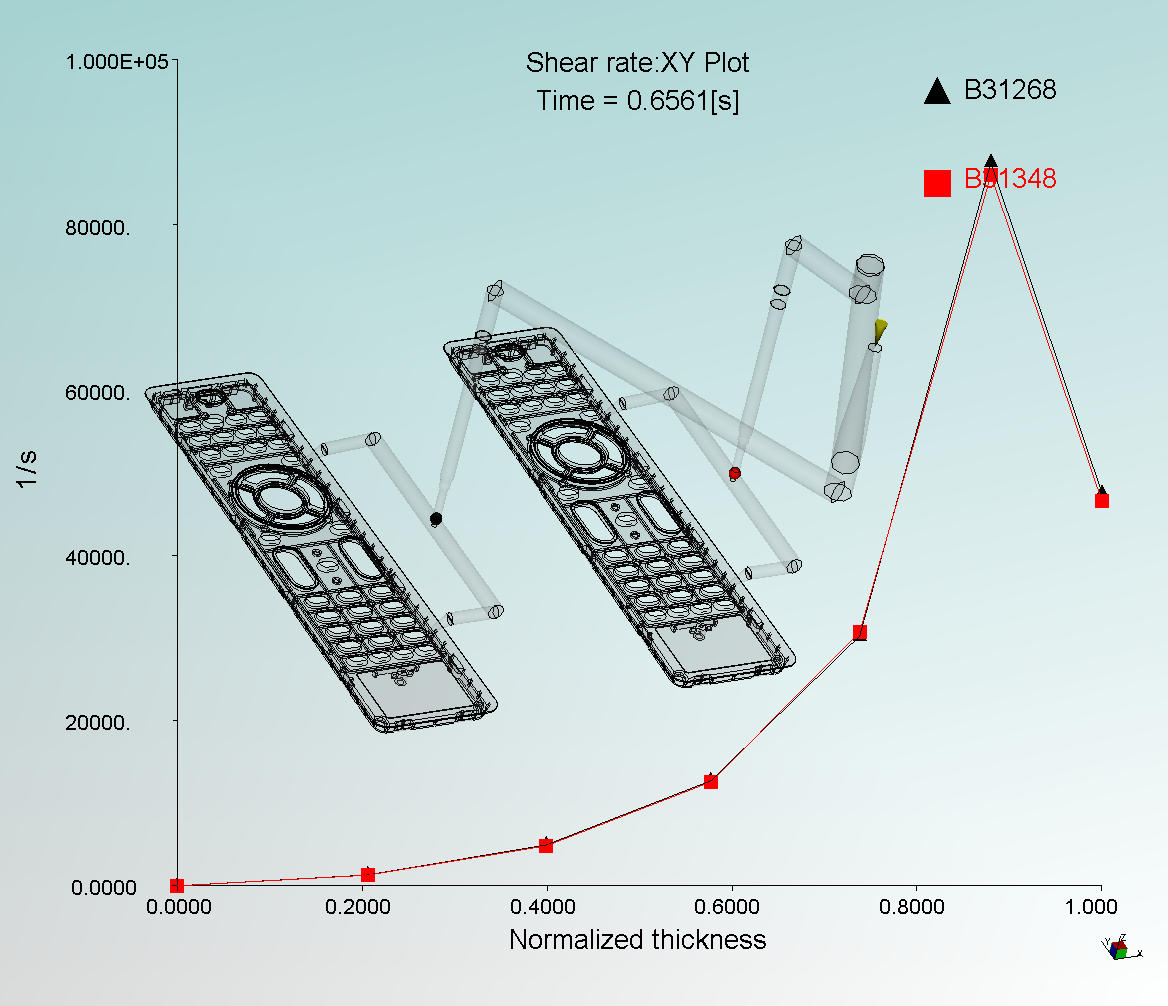
- Gráfico de la tasa de corte en función del espesore laminar en las salidas de las boquillas.
- Los valores obtenidos parecen estar dentro del rango permitido para el tipo de material utilizado.
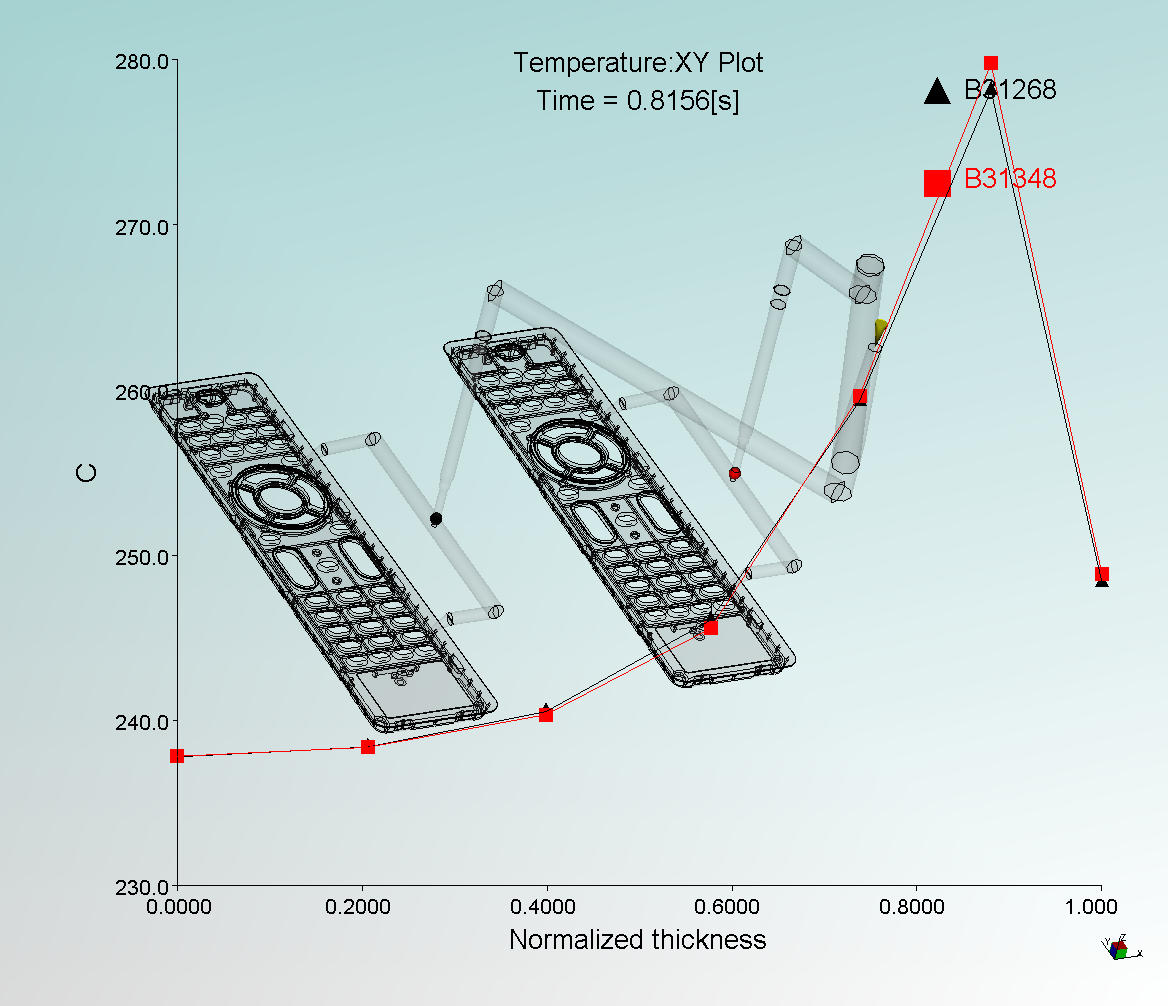
- Gráfico de la temperatura en función del espesor laminar en las salidas de las boquillas.
- El recalentamiento del material resulta ser la norma para el tipo de material utlilizado.
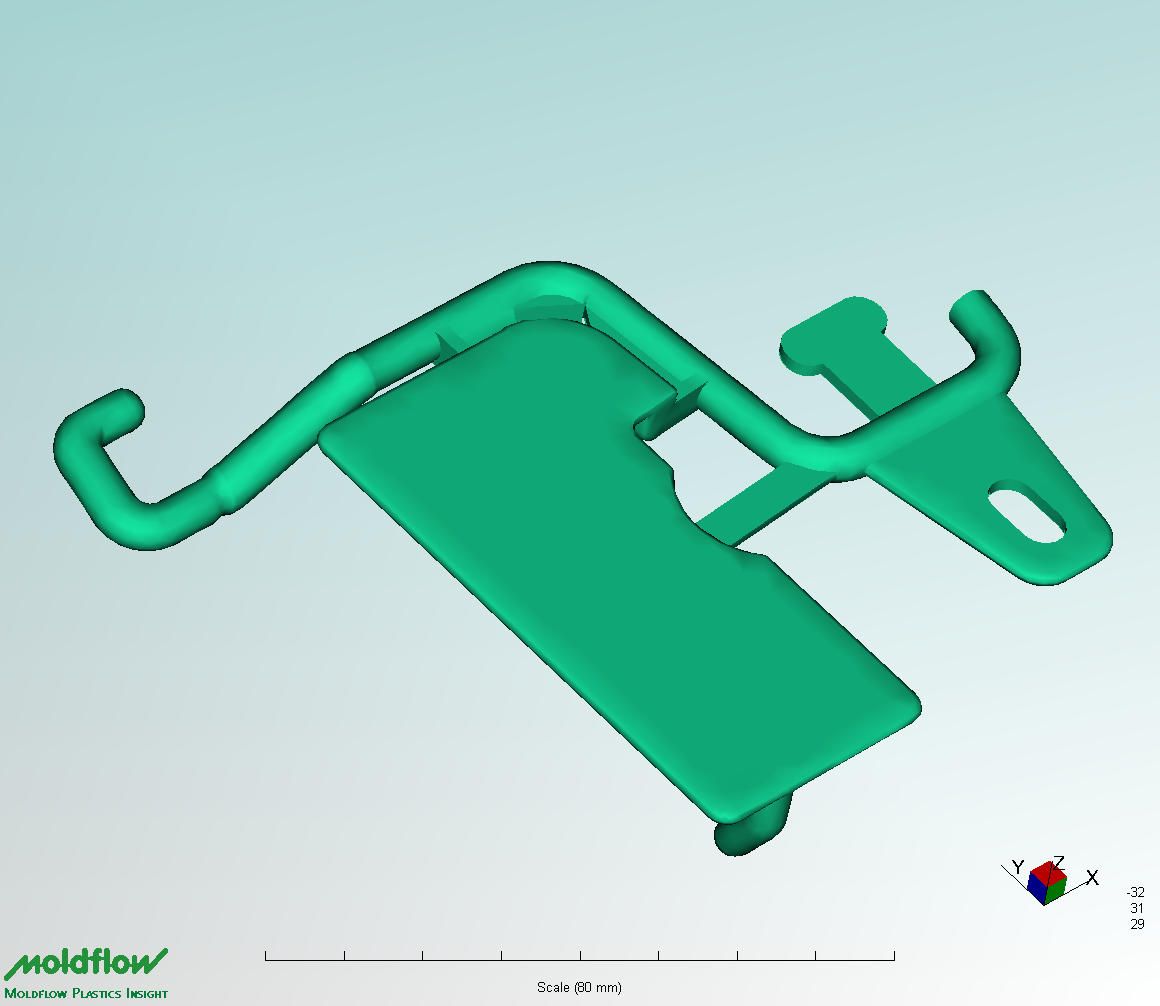
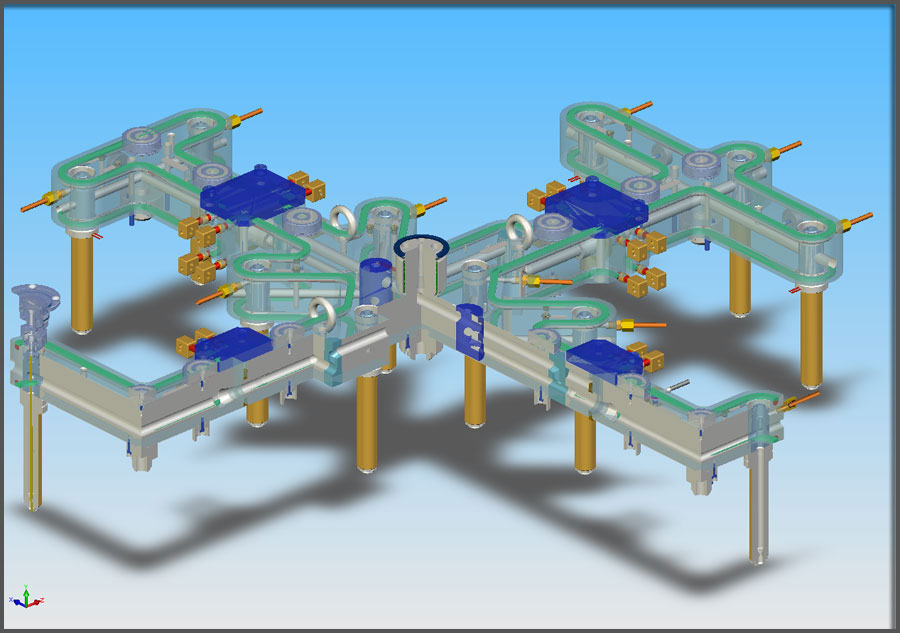
Caja
3 PIEZAS DIFERENTES CON 16 BOQUILLAS
Objetivo:
- Dimensionado del Sistema a Canal Caliente con el fin de obtener un llenado homogeneo de las cavidades del molde.
Objeto del análisis:
- Molde de 5 cavidades con 3 piezas diferentes como el diseño.
Tipo de análisis:
- Analisis de llenado para equilibrar el Canal Caliente con Panomedio/Fusión
Solución adoptada:
- El llenado de las piezas ha sido optimizado actuando sobre el diseño y el diámetro de los canales de flujo del canal caliente utilizando boquillas standard Thermoplay a obturación.
Dimensiones: 1024x1066 mm.
Informaciones sobre las piezas moldeadas:
Epesor medio de las piezas :1.5mm
Volumen 1: 770 cm3
Volumen 2: 370 cm3
Volumen 3: 230 cm3
Canal Caliente Seccionado
El sistema ha sido susbdividido en 5 cámaras separadas: una central con 4 satélites Las 5 cámaras son unidas/conectadas mediante 4 juntas especiales patentadas.
Parametros de proceso:
Polymero: PPC 5660
TOTAL PETROCHEMICAL
Temperatura de molde: 40°C
Temperatura de fusión: 230°C
Tiempo de llenado: 2,7 s
Boquillas de Obturación Thermoplay:
nr.16 F32146-A-1
Las piezas han siso simplificadas en plano medio con volúmenes y espesores equivalentes, con el fín de esquematizar un sistema de inyección que será verificado con análisis en Fusión. El llenado de las piezas se produce de modo regular y equilibrado. No existen dudas.
La presión para cambiar (95%) resulta ser homogénea en cada cavidad.
La máxima presión alcanzada es de cerca de 700 bares.
- Gráfico de la tasa de corte en función del espesore laminar en las salidas de las boquillas.
- Los valores obtenidos parecen estar dentro del rango permitido para el tipo de material utilizado.
- Gráfico de la temperatura en función del espesor laminar en las salidas de las boquillas.
- El recalentamiento del material resulta ser la norma para el tipo de material utlilizado.

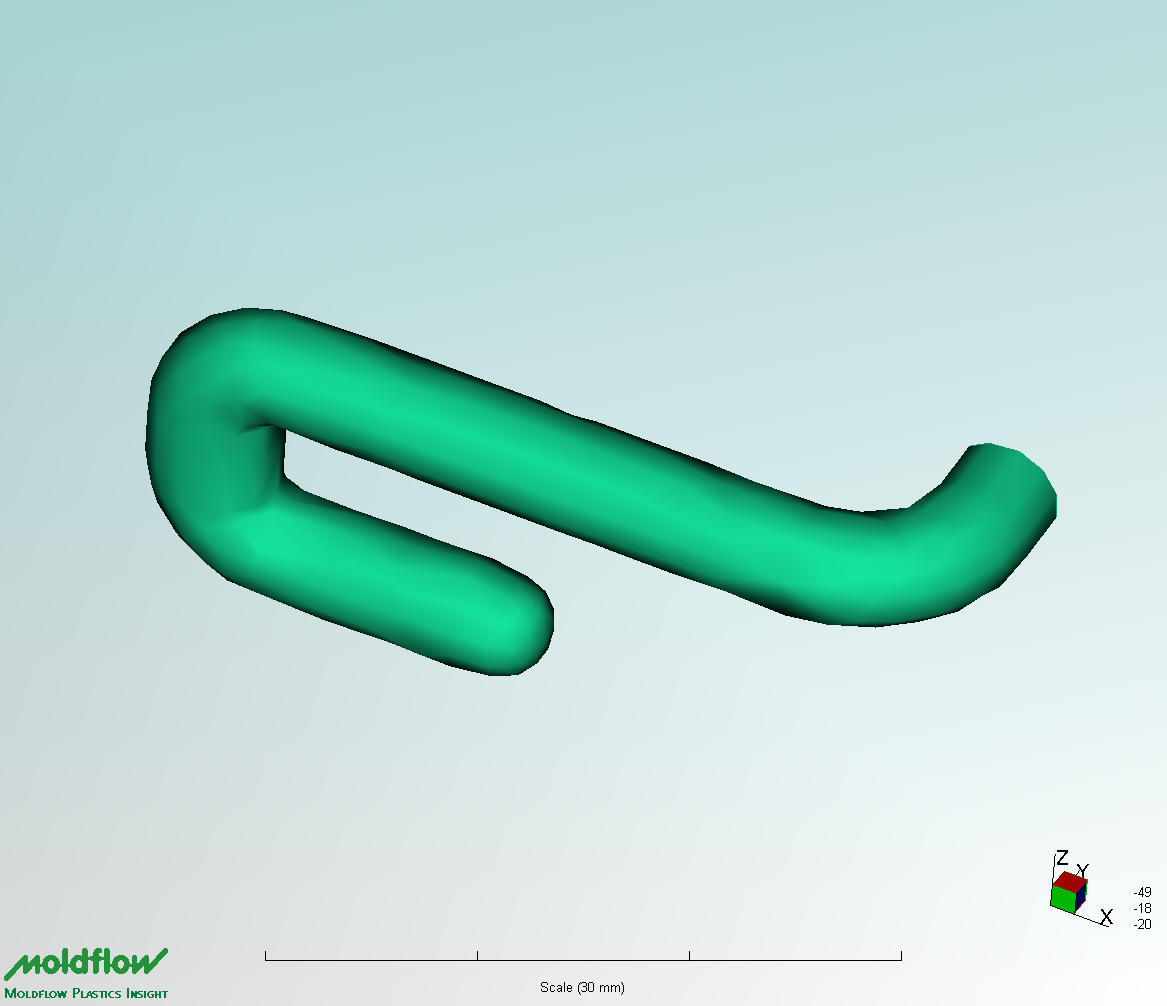
Mando a Distancia
PIEZAS IDÉNTICAS CON ENTRECENTROS DIFERENTES
Objetivo:
- Dimensionado del Sistema a canal Caliente con la finalidad de obtener un llenado homogeneo de las cavidades del molde.
Objeto del análisis:
-Molde de 6 cavidades idénticas pero con entrecentros asimétricos para contener las dimensiones del molde.
Tipo di análisis:
- Análsis de llenado para equilibrar el Canal Caliente (Fusión) Solución adoptata:
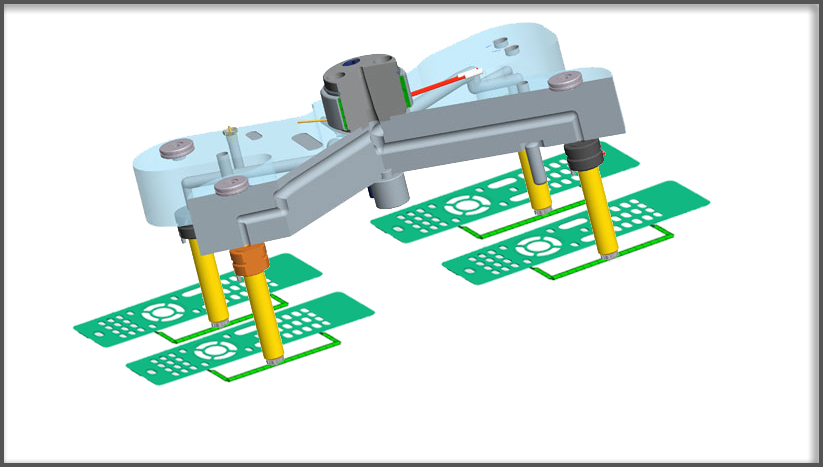
El llenado de las piezas ha sido optimizado cambiando los diámetrtos de flujo en la camara caliente con 2 niveles diferentes.
Espesor medio de las piezas:3.5mm
Volumen : 103 cm3
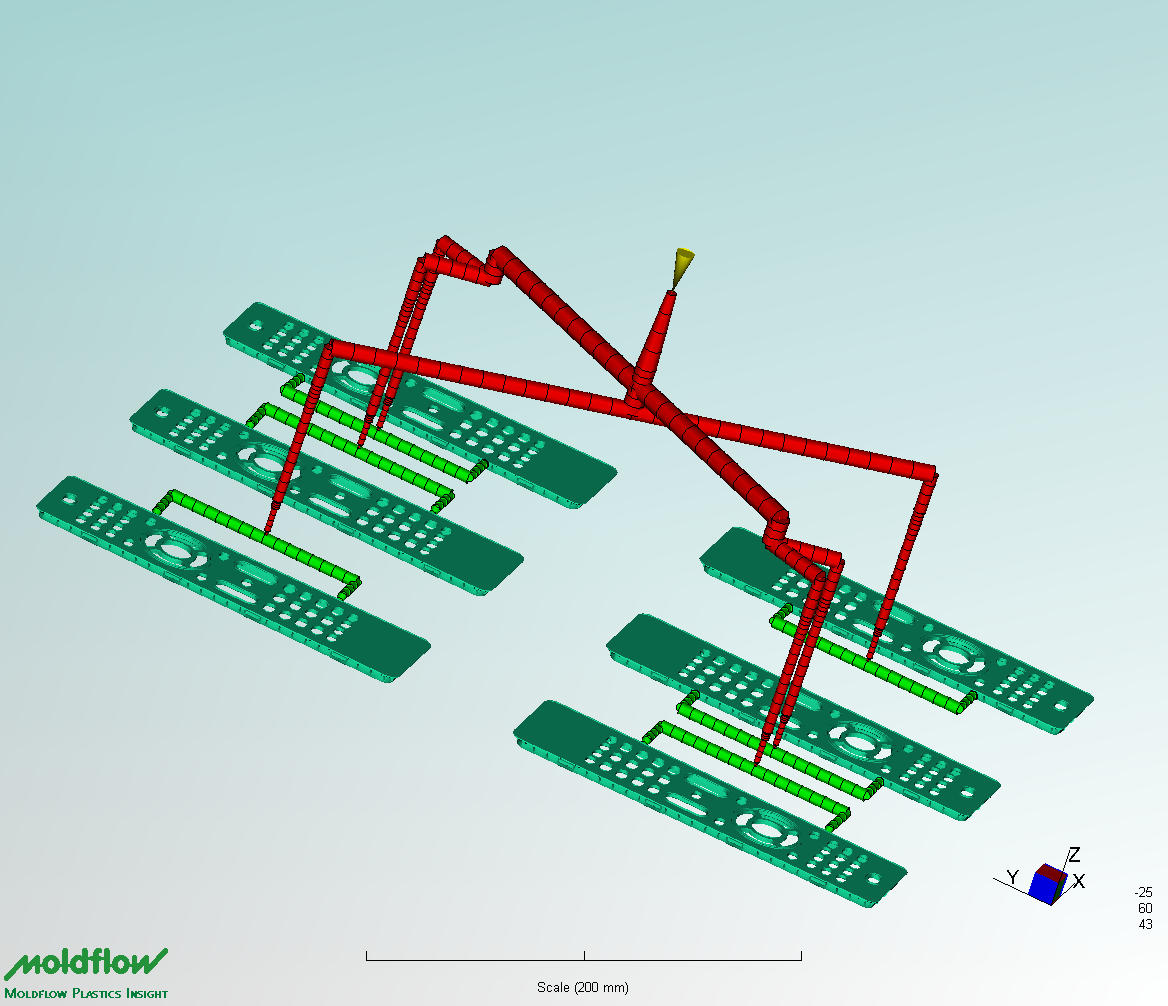
Diseño del Sistema con Moldflow:
- Canal Caliente a 2 niveles
- Ramal de colada diseñado por el cliente idéntico para todas las 6 partes Canal Caliente seccionado
Nivel 1 Nivel 2
El llenado de las piezas se produce de modo regular y equilibrado. No existen dudas.
La presión para cambiar (95%) resulta ser homogénea en cada cavidad.
La máxima presión alcanzada es de cerca de 500 bares.
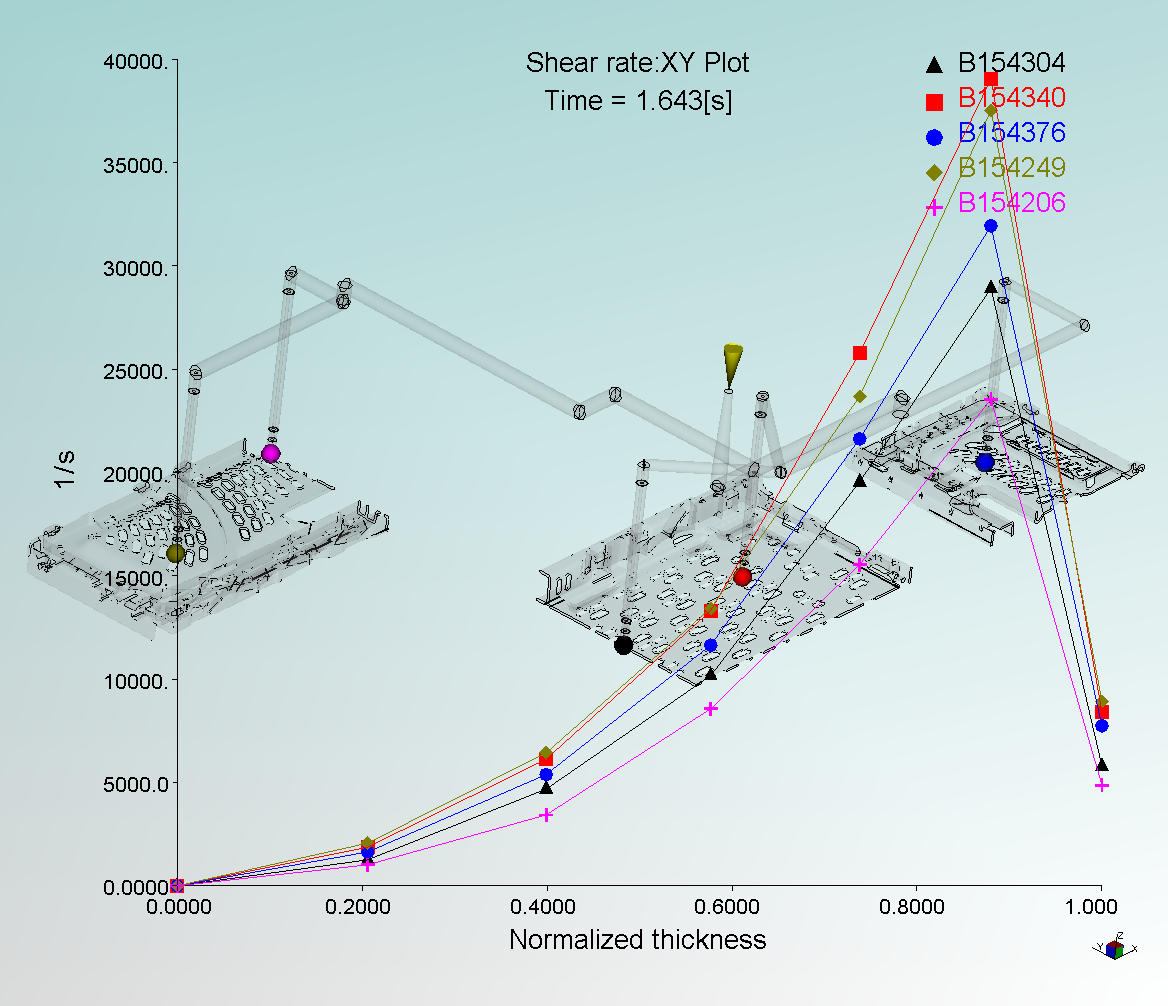
- gráfico de la tasa de corte en función del espesore laminar en las salidas de las boquillas.
- los valores obtenidos parecen estar dentro del rango permitido para el tipo de material utilizado.
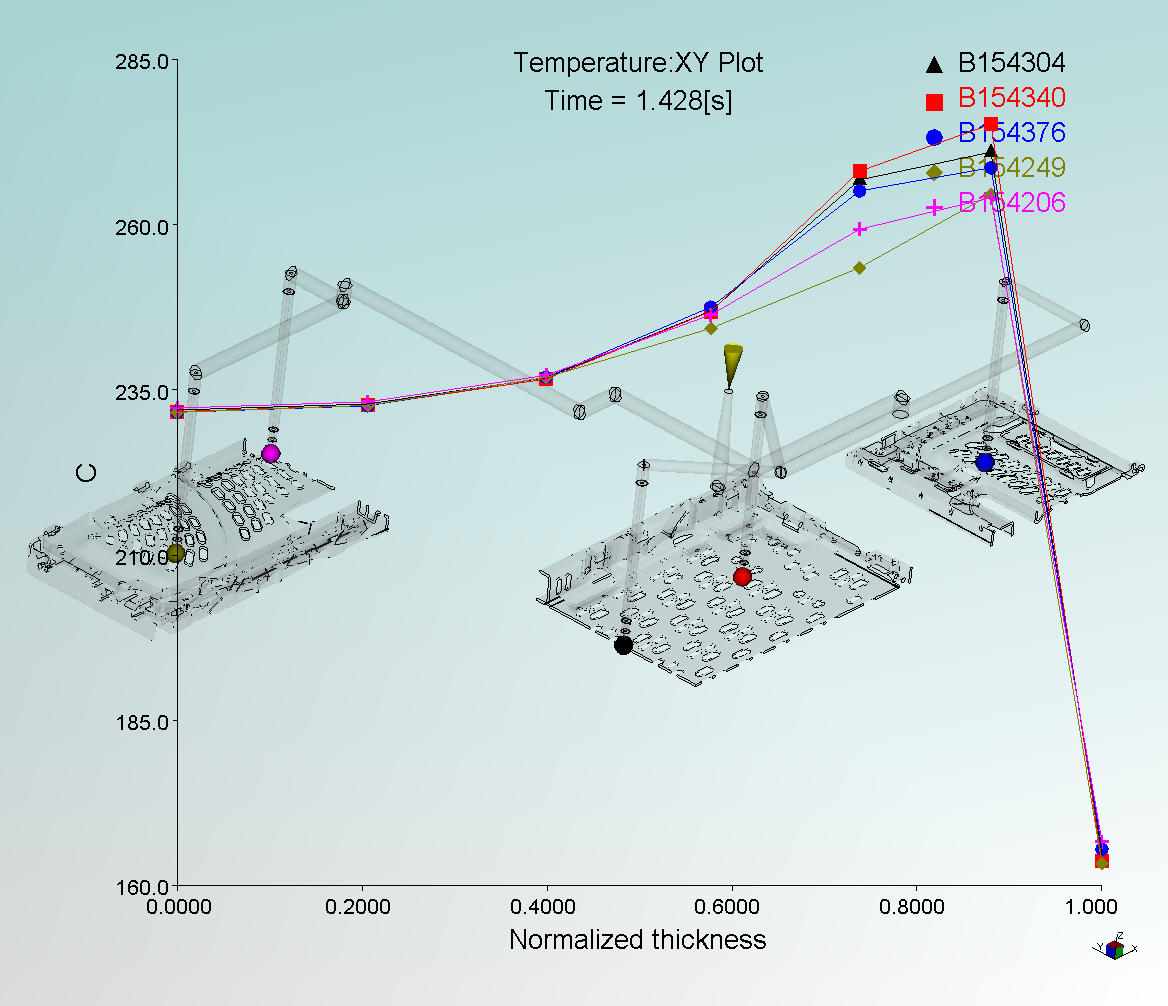
- grafico de la temperatura en función del espesor laminar en las salidas de las boquillas.
- el recalentamiento del material resulta ser la norma para el tipo de material utlilizado.

Otros destacados

Boquillas para moldes multicavidad para la producción de piezas de forma tubular
Es sabido desde hace mucho tiempo que especialmente sobre los manufacturados de forma tubular con longitud relativamente elevada respecto a su diametro resulta extremadamente dificil impedir movimientos que descentren el macho, con las consiguientes variaciones en los espesores de pared en la pieza inyectada.
Boquillas especiales para la inyección lateral
Boquillas especiales para la inyección lateral DL1B y DL8B
Muy a menudo recibimos solicitudes particulares de nuestros clientes y que gracias a nuestra experiencia de 30 años en el mercado estamos en alto grado de valorar casos específicos y de encontrar conjuntamente las soluciones más aptas para las inyecciones críticas.

Boquillas Solidarias a Manifold
Thermoplay SpA ha desarrollado un nuevo sistema de canal caliente para el moldeo por inyección de piezas de grandes dimensiones como parachoques, spoiler, puertas, para carrocerías de coches y camiones, entre otras también de piezas grandes como electrodomésticos y televisores, y pallet para el sector del embalaje.